Hele varmvalseprosessen foregår ved temperaturer over rekrystallisasjonstemperaturen hvor stålets krystallstruktur er austenittisk. På grunn av den høye temperaturen har stålet lav fasthet og er lett å bearbeide. Store deformasjoner kan derfor oppnås.
Hvis stålet er blokkstøpt, må det først varmes opp og glødes i flere timer ved 1150–1250 °C for temperaturutjevning, homogenisering og for å løse opp grove partikler som ble dannet under utstøpingen. Støpeblokkens tykkelse blir deretter redusert i flere trinn ved hjelp av kryssvalsing (forvalsing). Et strengstøpt stål blir, i moderne integrerte verk hvor stålverk og valseverk er bygd sammen, ført direkte inn i de formgivende valsene så snart det er avkjølt til en passe temperatur. I andre verk må det strengstøpte emnet varmes opp forut for valsingen.
Formgivingen av produktet skjer ved at emnet blir deformert gjennom flere valsetrinn mens temperaturen synker. Stålets tverrsnitt reduseres for hvert valsetrinn. Valsingen av bjelker og noen typer profiler (for eksempel flattstål) skjer i universalverk som består av horisontale og vertikale valsepar som arbeider sammen. Valsenes utforming og innbyrdes avstand bestemmer sluttproduktets geometri. Andre profiler som L-profiler og vinkelstål valses i horisontale valsepar der det langs valsene er dreid inn et antall formgivende åpninger (spor/pass/stikk) for påfølgende valsetrinn. Flere valsepar er gjerne plassert på linje ved siden av hverandre, og emnet blir flyttet sideveis fra valsestikk til valsestikk.
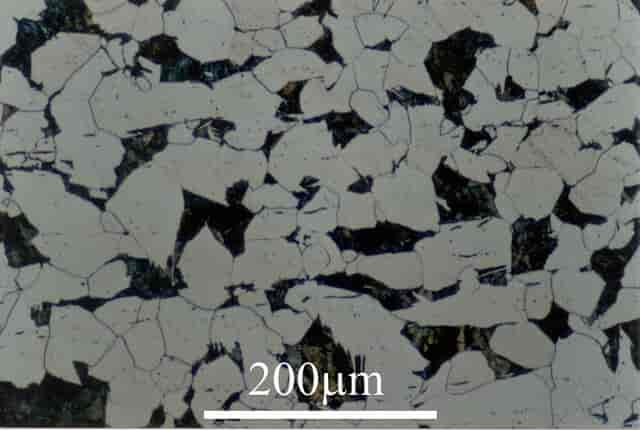
I tiden mellom to valsestikk rekrystalliserer stålet ved at nye deformasjonsfrie korn erstatter de deformerte kornene. Slik blir herdingen som deformasjonen tilfører stålet, glødet ut. Stålet blir altså mykglødd før hvert nytt valsestikk. For hver ny rekrystallisasjon reduseres austenittkornstørrelsen.
Varmvalsing av konstruksjonsstål blir avsluttet ved en temperatur på omtrent 1000 °C, og stålet blir deretter vanligvis luftkjølt til romtemperatur. Luftkjøling gir en langsom kjøleeffekt som gjør at produkter med en enkel geometri vil være frie for termiske spenninger etter endt avkjøling. Under avkjølingen vil den rekrystalliserte austenittstrukturen transformeres til en blanding av ferritt og perlitt.
Platestål med en moderat tykkelse kan umiddelbart etter avsluttet varmvalsing kveiles opp på rull før avkjøling til romtemperatur. Andre former som tykke plater, bjelker og profiler blir kappet opp i rette lengder før de blir pakket for salg.











Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.