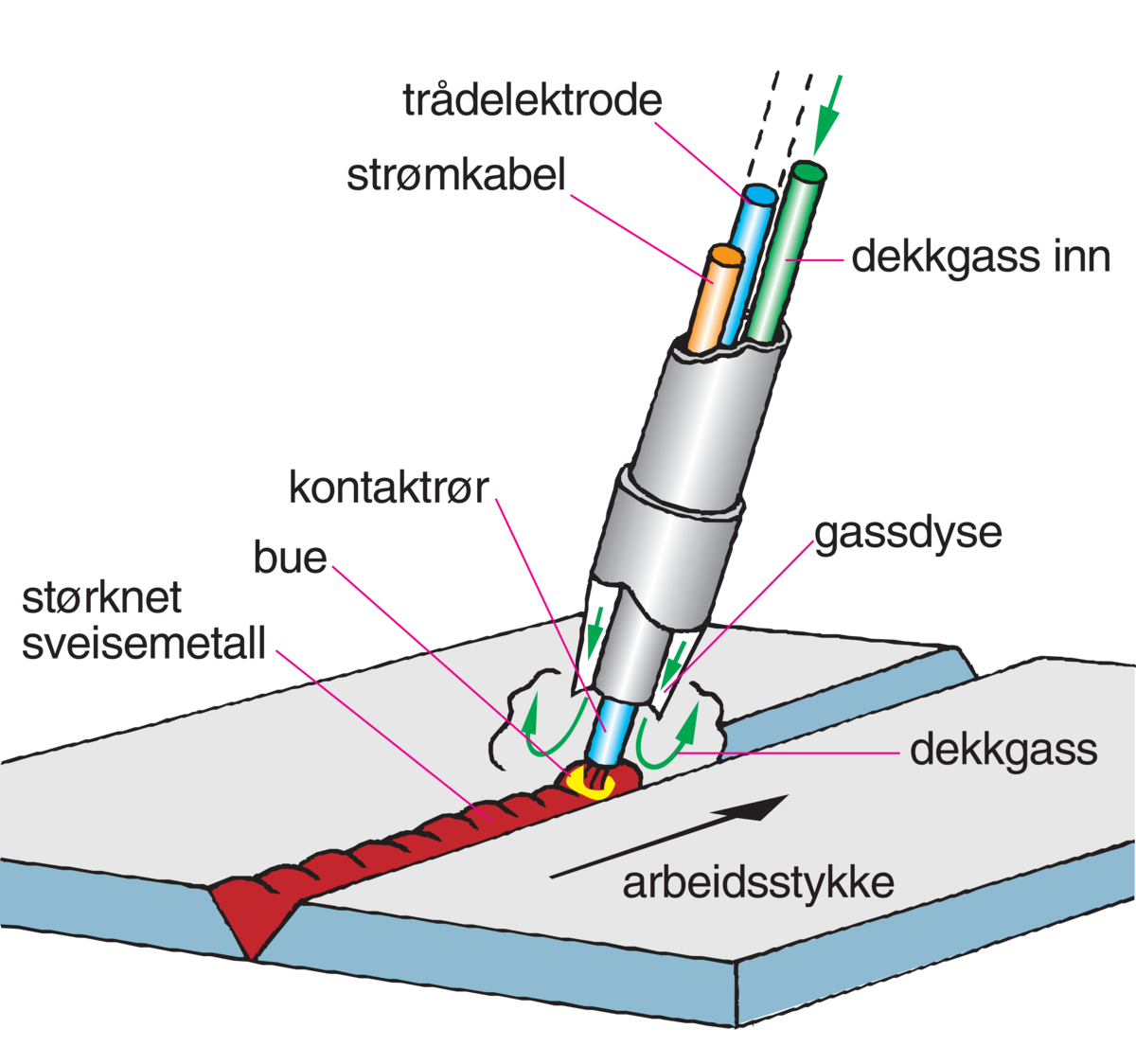
Ved MIG-sveising («Metal Inert Gas») og MAG-sveising («Metal Active Gas») brenner lysbuen mellom arbeidsstykket og en udekket, kontinuerlig matet, smeltende elektrode. Buen og smeltebadet er beskyttet av en dekkgass som kan være argon eller helium (MIG-sveising) eller karbondioksid (MAG-sveising) eller blandinger av disse.
En variant av disse er rørtrådsveising, der elektroden ikke er massiv, men fylt med et pulver som skal beskytte sveisebadet eller som inneholder metallpartikler for å øke avsettmengden. En annen metode er TIG-sveising (Tungsten Inert Gas), hvor elektroden er av ikke-smeltende wolfram og gassen argon. Tilsetningsmaterialet tilføres som tråd.
Metodene kan tilpasses hel eller delvis mekanisering, og har vist seg velegnet for mange materialer i tillegg til aluminium. Manuell TIG krever store ferdigheter av sveiseren, men regnes som en metode med lite sveisefeil når den anvendes riktig. Nyere varianter av denne metoden inkluderer nøkkelhulls-TIG, og en variant der elektroden varmes opp til nær smeltetemperatur før den tilsettes lysbuen.
Utviklingen av strømforsyninger for MIG/MAG/TIG har vært drevet av kravet om å kontrollere dråpeovergangen fra elektrode til sveisebadet. En måte å gjøre det på er å la sveisestrømmen variere i pulser og så spesifisere strømmen og tidspunktet da dråpen skal overføres.
Plasmasveising er en videreutvikling av TIG, der buen er smalere og energitettheten høyere.
En meget spesiell metode er elektronstrålesveising. Her tilføres smeltevarmen ved nedbremsing av en strøm av høyenergielektroner mot arbeidsstykket. Sveisingen skjer i et vakuumkammer. De fleste metaller og legeringer, også keramer kan sveises, og den meget konsentrerte varmetilførsel (energitetthet) på sveisestedet muliggjør både sveising av tykke seksjoner, seksjoner med varierende tykkelse og svært små arbeidsstykker, alle med meget smale varmepåvirkede soner og derfor minimal termisk deformasjon av arbeidsstykket.
Dette er verdier som elektronstrålesveising deler med lasersveising (se laserbearbeiding), der smeltevarmen tilføres i form av en laserstråle. Lasersveising brukes av blant annet av gullsmeder, og i Japan er den godkjent for bruk på enkelte skipsverft. Lasersveising kan kombineres med andre metoder, for eksempel MIG og kalles da laser-hybrid sveising.




Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.