

Støping, formgivning ved størkning av flytende materiale i former. Størkningen skjer på grunn av avkjøling eller kjemiske reaksjoner. Metalliske materialer, termoplaster og glass stivner ved avkjøling, mens kjemisk herding skjer ved støping av for eksempel betong, gips og herdeplast.
støping

Støping av jern
Praktisk talt all støping av jern skjer i former av sand som er tilsatt bindemidler (kjernebindemiddel). Formen inneholder som regel også en sandkjerne som tilsvarer produktets hulrom. Formen ødelegges når støpegodset tas ut etter størkning.
Normalt fremstilles formen i delt formkasse over en modell av tre. Ved støping av mindre gjenstander i større serier benyttes skallforming. Hver formdel fremkommer når formmassen, bestående av en blanding av sand og varmherdende harpiks, spres over en varm metallmodell, som regel laget med såvel innløp som stigeløp. Etter herding skilles skallene fra modellene og limes sammen slik at de danner en komplett form. For å hindre utbuling senkes formen ned i en kasse med støttesand før smelten fylles i.
Presisjonsstøping med éngangsmodell av voks, à cire perdue, benyttes blant annet til fremstilling av industriartikler med kompliserte former og med små måltoleranser.
Støping av andre metaller («metallstøping»)

Kokille til støping av vaffeljern, produsert av Nordisk Aluminiumindustri A/S
Lettlegeringer og legeringer på basis av kobber, og lavtsmeltende metaller som sink, bly og tinn, støpes i permanente former (kokiller). Ved produksjon av større serier anvendes presstøping (sprøytestøping), der flytende metall trykkes inn i kokillen med et stempel eller med trykkluft. Metoden gir et produkt med små dimensjonsavvik.
For rotasjonssymmetriske artikler, for eksempel rør, benyttes sentrifugalstøping, der formen roterer slik at metallet slynges ut mot formveggen.
Utstøping
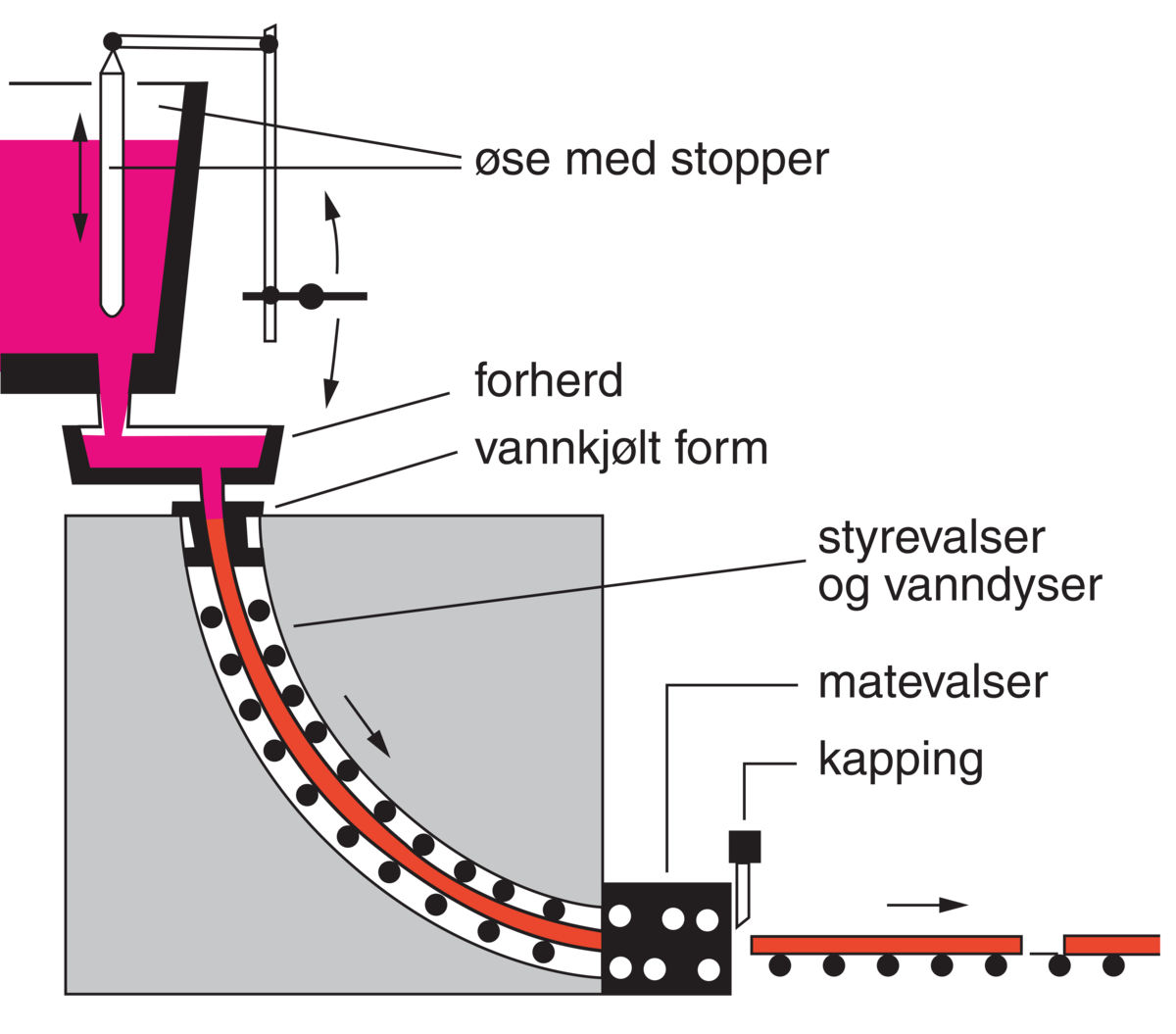
Prinsipp for strengstøping av stål.
Støping av emner for videre bearbeiding er et ledd i fremstillingsprosessen for alle varm- eller kaldformede, metalliske produkter.
Man bruker former (kokiller) av støpejern eller stål, som enten gir en blokk (ingot) eller et kontinuerlig emne (strengstøping). Ved strengstøping tilføres flytende metall gjennom en vannkjølt kokille, og det ferdigstøpte emne trekkes ut i samme takt gjennom et system av kjølevannsdyser anbrakt under kokillen. I prinsippet kan man på denne måten fremstille emner av ubegrenset lengde.
Strengstøping gir emner for valsing og annen bearbeiding og brukes for stål, aluminium, kobber med mer.
Støping av plast
Om metoder for støping av plast, se artiklene om plast og glassfiberarmert plast.
Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.