
Dreiebenk, maskin for fremstilling og bearbeiding av runde, oftest sylindriske, former i tre og metall.
dreiebenk
Dreiebenk for metall
Mekaniske metalldreiebenker
Mekaniske metalldreiebenker kan inndeles i to hovedgrupper; maskiner som er beregnet for stykkproduksjon, og maskiner som er beregnet på masseproduksjon.
Supportdreiebenken er den grunnleggende utførelsen som de andre variantene bygger på. Denne består av et stativ med to profilerte vanger (langbjelker) der spindeldokken og bakdokken er montert. Spindeldokken står fast og overfører rotasjonen fra motoren til arbeidsstykket, mens bakdokken er forskyvbar på vangene.
Vanligvis spennes arbeidsstykket fast i spindeldokken ved hjelp av en chuck eller holdes mellom to senterspisser, pinoler, mens rotasjonen overføres til arbeidsstykket ved hjelp av medbringer. Rotasjonshastigheten reguleres ved hjelp av en spindelgirkasse, hydrauliske drivsystemer eller ved bruk av kontinuerlig turtallsregulering av likestrømsmotorer og tyristordrift.
Dreistålet er festet til stålholderen, supporten, som har to eller flere bevegelige sleider for styring av verktøyet.
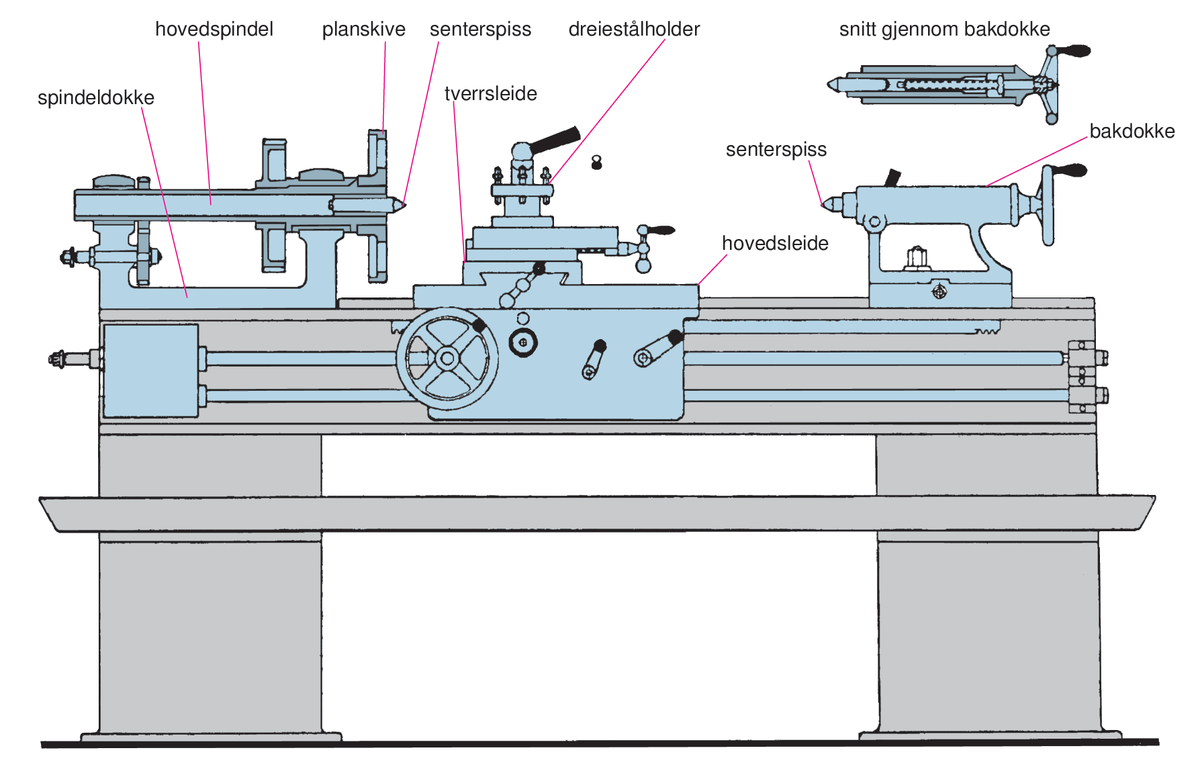
Konvensjonell universaldreiebenk av eldre type. Arbeidsstykket monteres mellom senterspissene.
Datastyrte dreiebenker
Fra midten av 1960-årene ble det vanlig å ta i bruk programstyrte dreiebenker der styreenheten kontrollerer verktøyets og spindelens bevegelser ved bruk av numerisk styring (NC-styring). En videreføring av disse er styreenheter med elektroniske lagringsmedier, såkalt Computer Numerical Controlled (CNC-styring). Datamaskinen kan integreres mot dataassistert modellutvikling (CAD-systemer) og også data for skjærestål, egenskaper i dreiestykket og nøyaktighet til overflate og toleranser kan legges inn og bli kontrollert kontinuerlig under dreiingen.
En to- eller flerakslet CNC-dreiebenk har flere verktøy som er oppspent i en verktøyholder. Verktøyene, for eksempel dreistål, freser og/eller flere bor, bringes i arbeidsposisjon i henhold til det innlagte programmet. Programmet kan inneholde et stort antall opplysninger, og maskinene kan gjennomføre et vesentlig mer komplisert arbeidsprogram enn de rent mekaniske automatene. Det kan være enkelt å endre programmene, og maskinene kan derfor med fordel også anvendes for små serier. Maskinene arbeider med små tapstider, og operatøren kan betjene flere maskiner samtidig.
For tilvirking i store serier går utviklingen i retning av dreiesentre eller komplette maskineringssentre, som kan arbeide uten tilsyn. Maskinene kan programmeres til kompliserte arbeidsoperasjoner og inneholde verktøymagasiner med mange forskjellige verktøy. Arbeidsstykkene kan på forhånd legges inn i et magasin og spennes opp i den rekkefølgen programmet angir.
Dreiebenk for tre
Disse er i hovedtrekk bygd som en mekanisk metalldreiebenk, alså med vange, spindeldokke og bakdokke.
Ved vanlige tredreiebenker føres dreiejernet for hånd. Større tredreiebenker har imidlertid også en stålholder som er festet til en sleide på vangen og kan føres maskinelt. Også av tredreiebenker finnes det spesialutførelser for mer eller mindre automatisk fremstilling av for eksempel bordben (fasongdreiebenk).
Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.