
Kvalitetskontroll er tiltak som skal sikre at et produkt tilfredsstiller definerte spesifikasjoner.
Riktig kvalitet sikres ved enten å kontrollere selve produktet eller ved å kontrollere prosessen som benyttes for å produsere produktet. Dette gir grunnlag for to ulike kontrollaktiviteter: mottakskontroll og prosesskontroll.
Om et produkt tilfredsstiller kvalitetsspesifikasjonene eller ikke, kan avgjøres ved visuell inspeksjon eller ved måling av bestemte egenskaper (som for eksempel dimensjon, overflatekarakteristika, styrke etc.) hos produktet.
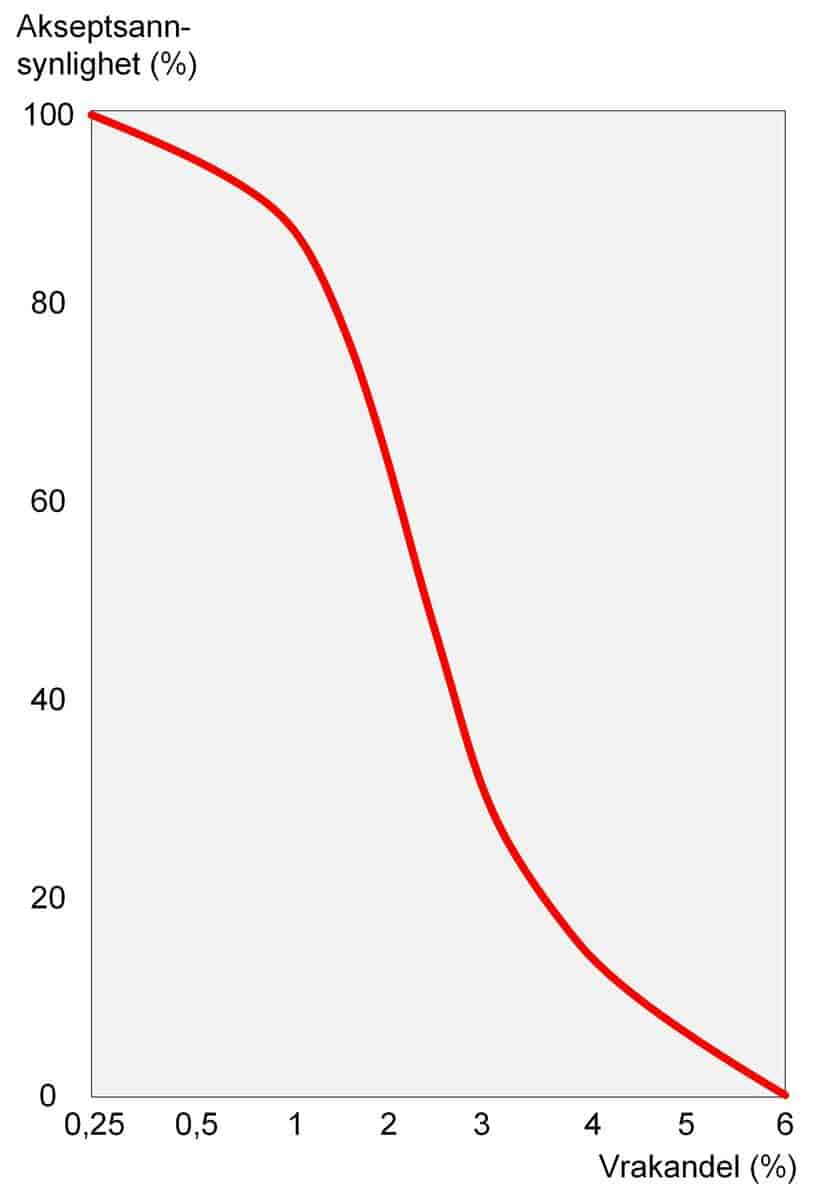
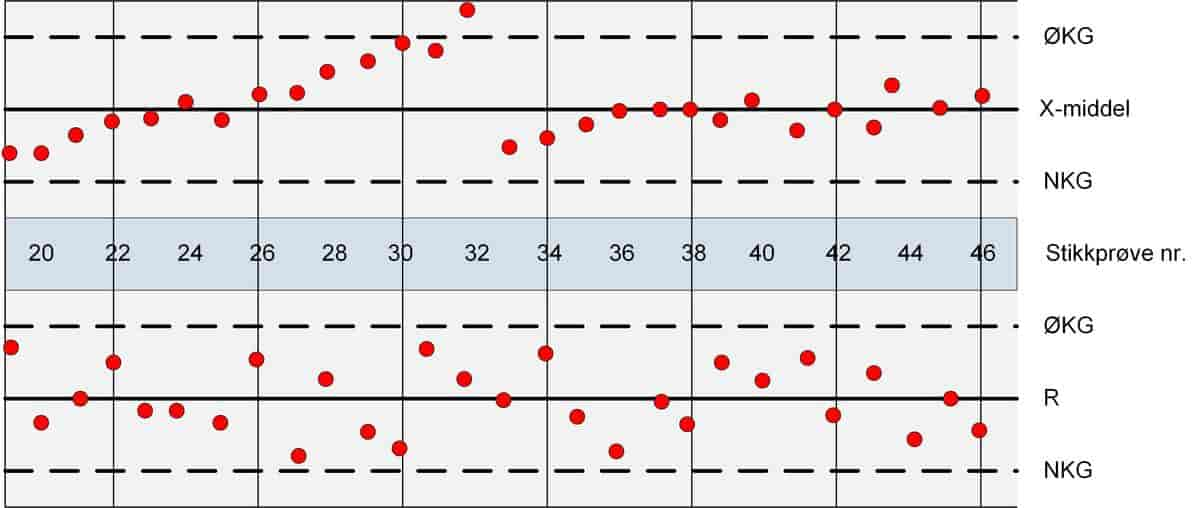
For å være helt sikker på å unngå feil, må alle produserte produkter kontrolleres. Ved masseproduksjon blir dette en omfattende aktivitet. Det førte til at det i begynnelsen av forrige århundre ble utviklet statistiske metoder som gjorde det mulig å sikre tilfredsstillende kvalitet ved å kontrollere et utvalg av produkter. Pioneren på dette var Walter A. Shewart (1891 – 1967) som i 1924 lanserte sine kontrolldiagrammer.

Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.