
Honing, slipemetode for finbearbeiding av arbeidsstykker.
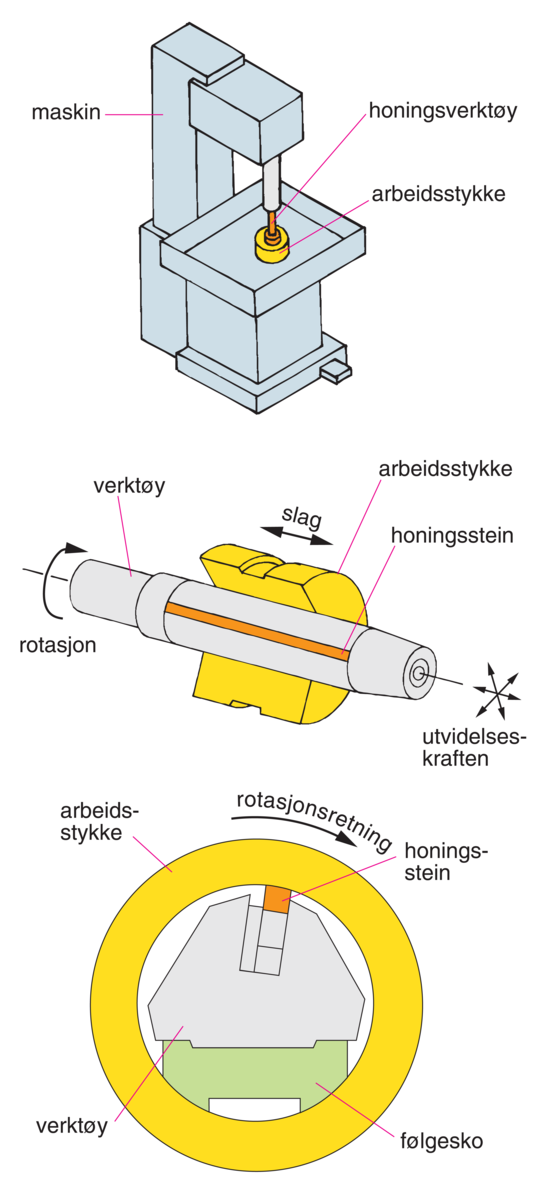
Ved innvendig honing sitter en honestein montert på en roterende honedor. Arbeidsstykket føres frem og tilbake med en jevn bevegelse. Ved utvendig honing er det arbeidsstykket som roterer og honesteinene, som da sitter montert i en holder, føres frem og tilbake.
Honesteinene er tilpasset det materialet som skal bearbeides. For vanlig stål brukes aluminiumoksid, for metaller, silisiumkarbid, mens for bearbeiding av hardmetall eller glass brukes spesiallegeringer eller diamant.
Honing kan utføres i spesialkonstruerte honemaskiner eller i bore- eller fresemaskiner.
Normal hulldiameter for innvendig honing er 1,5 mm–1500 mm.
Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.